+






Ddcsv 3,1 Upgrade Ddcsv 4,1 4 achsen Cnc Offline Controller + 3d Rand Finder + Für Gravieren Und Fräsen Maschine mit E-stop Mpg

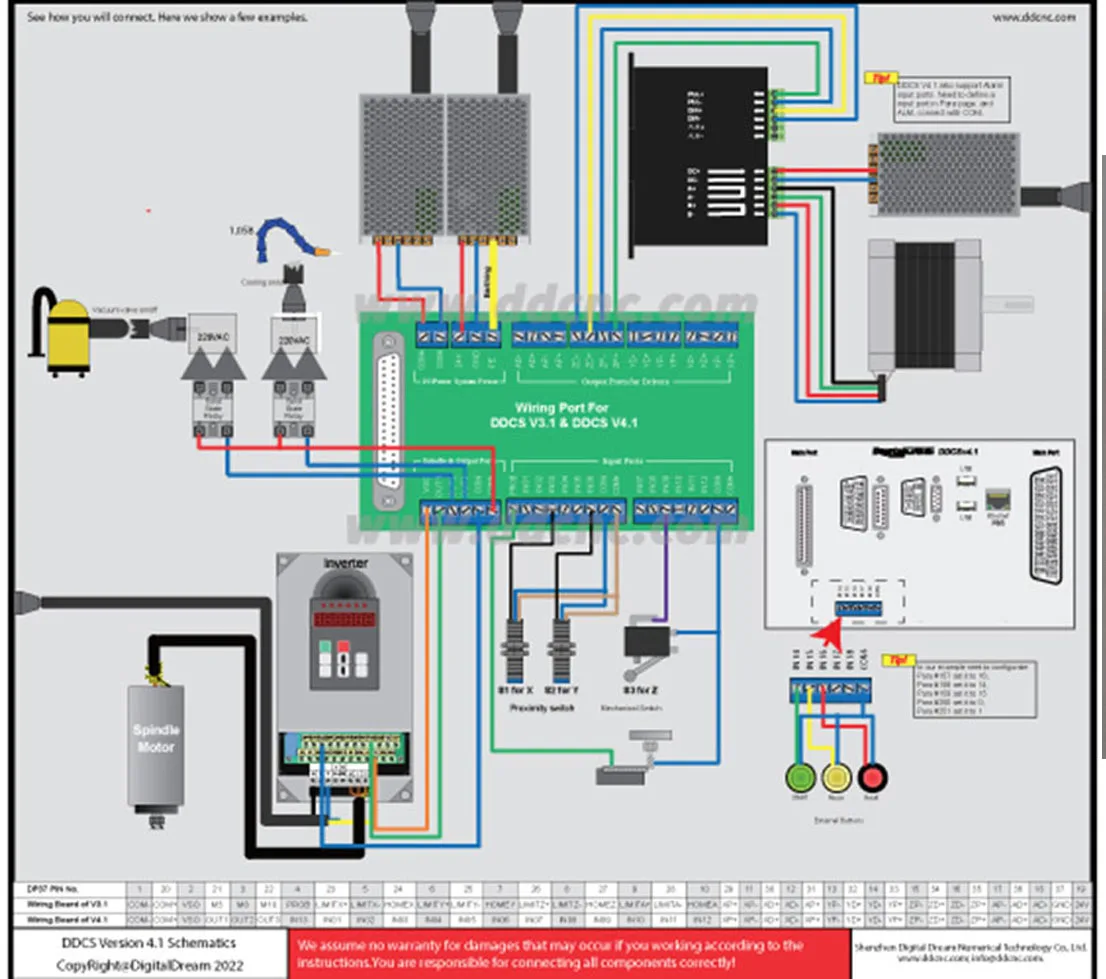
DDCS V 4,1 ist eine 3/4 achse offline motion controller verbesserte auf der grundlage von DDCS V3.1, V 2,1 und V1.1. DDCS V 4,1 erbt die konsequente einfache und effiziente eigenschaften von DDCS serie, und nach die mängel von DDCS V3.1, es verbessert die algorithmus, fügt programmierung anweisungen, rotation anweisungen, etc., verbessert die simulation funktion, usw., unterstützt IO port konfiguration, etc., Die produkt funktion der DDCS CNC controller wurde verbessert als ganzes, herstellung seiner funktion mehr stabile und leistungsstarke, und mehr geeignet für die bedürfnisse der kunden.DDCS V 4,1 CNC-system nimmt ARM + FPGA design struktur, ARM rundet die mann-maschine interface und code analyse teil, FPGA rundet die zugrunde liegenden algorithmus und control pulse generation teil, und die fpga geschwindigkeit generator nimmt eine 32-bit geschwindigkeit generator, die macht die geschwindigkeit und beschleunigung auflösung höher rate. Angemessenen design, zuverlässige steuerung und komfortable bedienung, DDCS V 4,1 verbessert produkt funktionen und panel layout struktur, aber 17 tasten können noch komplette alle offline control operationen. DDCS V 4,1 auch unterstützt die universal FANUC kompatibel G anweisung set.DDCS V 4,1 erbt die wichtigsten funktionen von DDCS V3.1. Für benutzer, die sind kompetent in mit 3.1, kombiniert mit diesem manuelle, sie können schnell master die bedienung methode von DDCS V 4,1 und verwenden seine funktionen kompetent. Es ist zu hoffen, dass die großen benutzer werden lesen sorgfältig vor dem einschalten die controller.Manuelle, sie können bedienen diese controller kompetent.

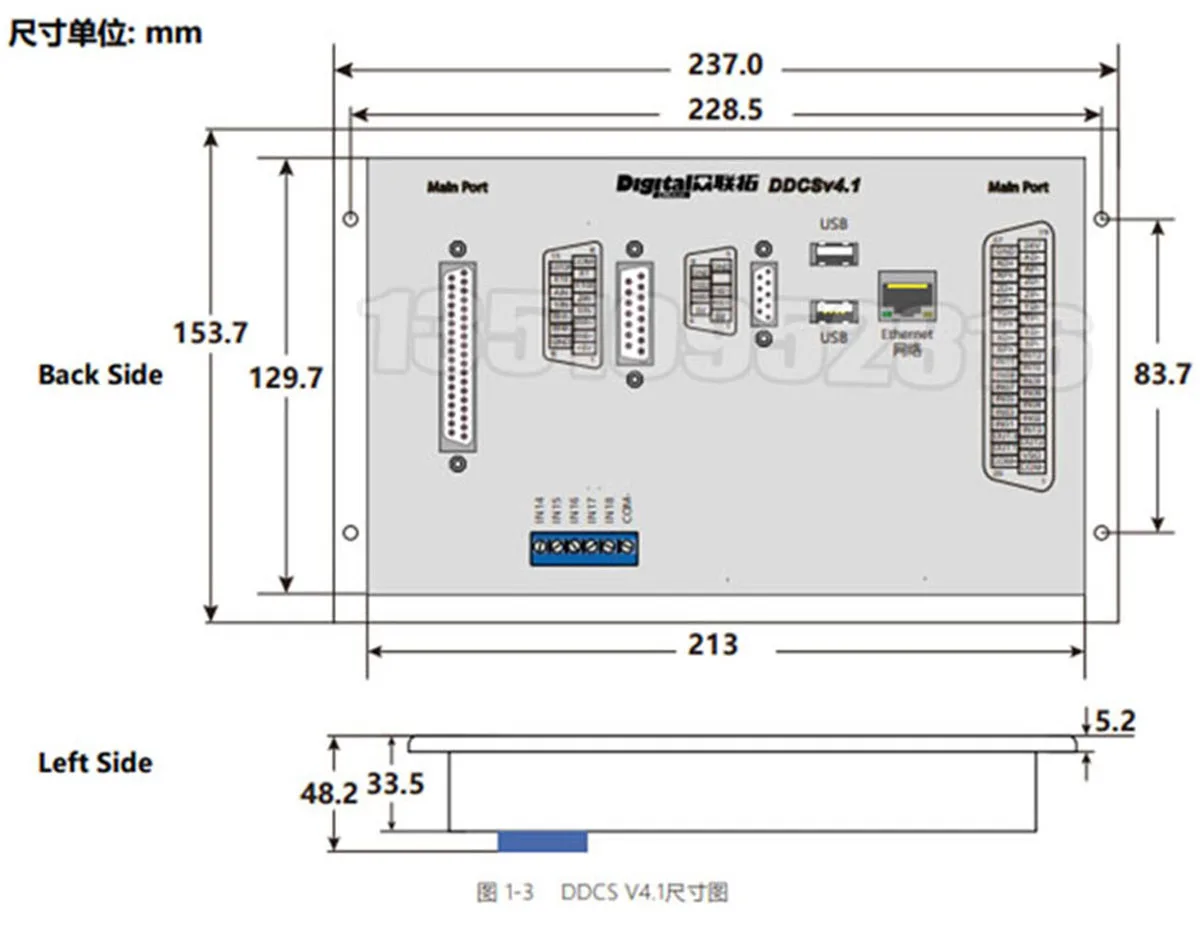
DDCS V 4,1 kurze leistung parameter:1) 7-zoll bildschirm, 17 tasten; 18 optokoppler isoliert digital eingang schnittstellen, 3 optokoppler isoliert digital eingang ports;2) die neue version stärkt die algorithmus, und stellt eine neue algorithmus für motion planung, die macht die pfad von kleine linie segmente glatter durch konfigurierbare kontur fehler;3) 1 kanal 0-10V spindel geschwindigkeit control analog ausgang interface, und kann die spindel konfiguriert werden als servo spindel;4) 3-4 achse stick modus nimmt differential modus und doppel puls modus für kunden zu wählen, die maximale ausgangs frequenz von interpolation puls ist 500Khz;5) ARM9 wichtigsten control chip, FPGA core algorithmus chip;6) 7-zoll TFT bildschirm; größe: 1024x600 pixel, auflösung: 72 pixels/inch; die controller hat 17 bedienung tasten;7) das gerät ist 24VDC power eingang, und die aktuelle kapazität ist nicht weniger als 0,5 A; die IO-port power eingang ist auch 24VDC, und die aktuelle kapazität ist nicht weniger als 0,5 A; die wichtigsten control netzteil netzteil control system, die IO port netzteil netzteil IO; Wenn, Wenn der IO-port ist nicht angetrieben, alle IO-ports sind ungültig;8) unterstützung standard MPG;9) unterstützung single-achse manuelle jogging und verknüpfung und feste-abstand betrieb von panel tasten;10) unterstützung laufende angegeben linie und nächsten punkt operationen;11) unterstützung schwimm werkzeug einstellung, feste werkzeug einstellung, ecke punkt einstellung und werkzeug länge messung12) unterstützt array verarbeitung, sequentielle verarbeitung, flugzeug fräsen und zylindrische fräsen;13) unterstützung die offset einstellung von XYZA vier-achse;14) unterstützung pause breakpoints, power-off breakpoints und last breakpoints15) unterstützung multi-werkstück herkunft bedienung, benutzer können sparen herkunft und last herkunft als benötigt16) unterstützung die zentrierung betrieb von X und Y achse;17) unterstützung simulation betrieb und während simulation, sie können die vergrößerung zu sorgfältig beobachten, ob die programmierung pfad ist in linie mit erwartungen, und durchführen software grenze überprüfen. Während simulation, sie können pause zu werden. Nach dem drücken der start-taste, wird das system anschlag aus die simulation pause haltepunkt. Beginn der ausführung18) die kommunikation zwischen dem controller und die computer können realisiert werden durch die Ethernet verbindung port, die ist bequem für operationen wie datei lesen und kopieren;19) die speicher der controller ist 1G; die G befehl können auch gelesen werden von der U disk, und die datei größe der G befehl ist nicht erforderlich;20) die sprache der controller nimmt internationalen codierung, und unterstützt alle sprachen. Kunden können machen sprache packs von verschiedenen zeichen nach ihren eigenen bedürfnissen zu;21) DDCS V 4,1 controller nur unterstützt NPN typ begrenzen schalter;22) die verwendung rechte der controller gehören betreiber, administrator und super administrator.Neue eigenschaften im vergleich zu der alten version von DDCS V3.1:1) hinzugefügt datei transfer über Ethernet;2) die mapping achse funktion ist hinzugefügt, um die CNC funktion (kann verwendet werden, um konfigurieren die doppel-Y gantry struktur maschine);3) die spindel kann auch so konfiguriert werden als servo spindel;4) hinzugefügt bias einstellung;5) die polar koordinieren programmierung befehl und rotation befehl sind, zu den befehl, und die radius entschädigung befehl ist perfekt;6) die motion planung führt eine neue algorithmus zu machen die pfad von kleine linie segmente glatter durch konfigurierbare kontur fehler;7) insgesamt drei erkennung funktionen sind unterstützt: ecke erkennung, inneren kreis zentrum erkennung, und äußere kreis zentrum erkennung;8) verbessern die angegeben linie start funktion und die nächsten punkt start funktion, egal wie groß die datei ist, es kann schnell begann innerhalb von ein paar sekunden;9) verbessern die simulation funktion. Während die simulation, sie können einstellen die vergrößerung zu sorgfältig beobachten, ob die programmierung pfad erfüllt die erwartungen, und führen sie eine software grenze überprüfen. Während die simulation, sie können pause zu werden. Nach dem drücken der start-taste, wird das system starten von die simulation pause haltepunkt. Implementieren;10) In bezug auf eingang port, die port funktion können konfiguriert werden willkürlich, und die fahrer alarm unterstützung ist hinzugefügt;11) für die a-achse, einem zyklischen encoder ist hinzugefügt. Die zyklische encoder ist besonders nützlich für verarbeitung dateien wo eine hält;12) es ist auch eine parsen fehler schnelle. DDCS V 3,1 hat nie gibt, und wenn es ist eine parsen fehler, es wird stop direkt;13) die sprache nimmt internationalen codierung, die unterstützt im grunde alle sprachen. Der vorteil ist, dass es kann verwendet werden als sprache pack von verschiedenen zeichen;14) erhöhen die notfall stop beschleunigung konfiguration parameter zu lösen die riesige auswirkungen verursacht durch die direkte stoppen, wenn die maschine werkzeug bewegt sich bei hoher geschwindigkeit;15) FPGA geschwindigkeit generator nimmt 32-bit geschwindigkeit generator, und die auflösung von geschwindigkeit und beschleunigung ist höher.



Drei-dimensionale rand finder 3d sonde sonde:Kann die verbindung realisieren online automatische messung, und die offline kann verwendet werden als 5-richtung akustooptischen splitter. Eine maschine ist multi-zweck, flexible und bequem, mit hoher präzision.1. die wiederholbarkeit ist 0.01.2. es kann messen isolierte werkstücke.2. die sonde signal NPN nicht enthalten die system verdrahtung. Sie haben zu lesen sie die system manuelle für verdrahtung. In der regel unterstützung die werkzeug einstellung instrument.Ohne verdrahtung, es kann verwendet werden als photoelektrische splitter.3. senden standard makro programm.Der unterschied zwischen PCB kunststoff halterung version und alle-metall verstärkt version1. die aussehen ist im grunde das gleiche. Von der anzeige fenster, die sandwich struktur ist die metall halterung version, und die reine weiß halterung ist die pcb kunststoff halterung version. Die unterschied in struktur macht die wiederholen genauigkeit und stabilität der zwei versionen verschiedene.2. die pcb kunststoff halterung version hat relativ niedrigen kosten, und die strukturelle stabilität ist nicht so gut wie die alle-metall halterung bord.3. die alle-metall halterung version, die voll bezieht sich auf Renishaw der prinzip, hat eine relativ komplexe interne struktur, hohe kosten, wiederholbarkeit und bessere strukturelle stabilität.Der unterschied zwischen wolfram stahl taster und rubin? ? TasterDie preis der zwei taster ist die gleiche, und das interface ist M2.5. Die rundheit von wolfram stahl ist besser als rubin. Haltbarkeit ist auch besser als wolfram stahl.Die arbeits prinzip der sondeSonde triggerGnd und ausgang signal linie verbunden sindNach dem host computer erhält die signal, es realisiert die funktionen von automatische zentrierung und aufnahme koordinaten durch die makro programm.Es sind viele arten von systemen auf die markt, und sie haben zu komplette die verdrahtung makro programm selbst.Wenn sie haben die system unterstützung verdrahtung und programmierung anweisungen, willkommen zu diskutieren verdrahtung methoden, system einstellungen, und makro programmierung.Nach dem kauf die sonde, mach3 und grbl open source skript programme können zur verfügung gestellt werden.Für CNC maschine benutzer, wir können bieten Renishaw standard makro programme.



Gemeinsame probleme und verbesserung methoden1. daten linie verbindung definitionDie rote draht ist 10 (signal), die weiß draht ist GND, und die gelb draht ist 0V (GND).2. ob zu drehen auf die spindel geschwindigkeit während erkennungA. Die rand finder ist entworfen, um eine maximale rotation von 600 rpm. High-speed drehung wird schaden die rand finder.B. Wenn die daten linie ist verbunden für automatische erkennung, die spindel kann nicht geöffnet werden, und die drehung wird brechen die daten linie und schaden die rand finder.C. Wenn die daten linie ist nicht verbunden, und es ist einfach verwendet als akustooptischen zentrierung stange, es ist auch möglich zu drehen auf die wichtigsten welle zu drehen eine geschwindigkeit von 600 rpm/min.Sondierung direkt ohne öffnen der spindel.3. wie zu beurteilen, ob die home position der rand finder ist genaue nach die trigger signal?Nach dem rand finder ist installiert auf dem futter, die tabelle ist gedreht und eingestellt zu 0, und die sonde ist geschoben durch hand. Nach der sonde ist automatisch zurück, um ihre position, drehen die rand finder zu sehenOb die tabelle wert ist eine konstante wert.4. warum ist die rundlaufgenauigkeit anders, nachdem die präzise rand finder ist installiert auf die hauptwelle und die zentralen kopf?Jedes mal die rand finder ist installiert, die rundlaufgenauigkeit der spindel und die chuck betroffen sein werden durch die rundlaufgenauigkeit der spindel und die chuck.Rundlaufgenauigkeit abweichung von der sonde in die rand finder.5. wie zu verbessern die erkennung genauigkeit, wenn die CNC-system von maschine werkzeug mechanische struktur genauigkeit kann nicht weiter verbessert.A. Drehen der mitte durch die spindel mit einer geschwindigkeit von 600 rpm (diese methode kann nur verwendet werden für offline und nicht-verbunden arbeit, wenn sie müssen drehen die rand finderAutomatische zentrum erkennung, sie können kauf eine drahtlose rand finder zu erreichen)B. Die abweichung der spindel und die spannfutter kann eingestellt werden, um die 0 position mark durch, der eine rand finder auf die spindel und die spannfutter.Die festen position und richtung der rand instrument relative auf die zentrale kopf und die hauptwelle ist verbessert. (Die meisten grundlegenden lösung ist zu verbessern(Spindel und chuck genauigkeit)C. Die signal verarbeitung antwort zeit der rand finder ist fest an über 0,0005 + 0,0001 s, aber verschiedene sorten von numerischen steuerungen und konfigurationFür sets von schaltungen, die verzögerung konsistenz ist ganz anders. Wenn die sonde ist nähern, das gemessen oberfläche, versuchen, reduzieren die achse bewegung geschwindigkeit, die können werdenIn auftrag zu reduzieren die fehler verursacht durch die verzögerung konsistenz problem.


Ursprung : CN (Herkunft)
Modellnummer : DDCSV4.1 kit
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}